RVS Hânlieding elektrode E310-16 Seal ferbining





WELDING TECHNOLOGY
Lit de fragen net litte
Trochgean mei jo efterfolgje

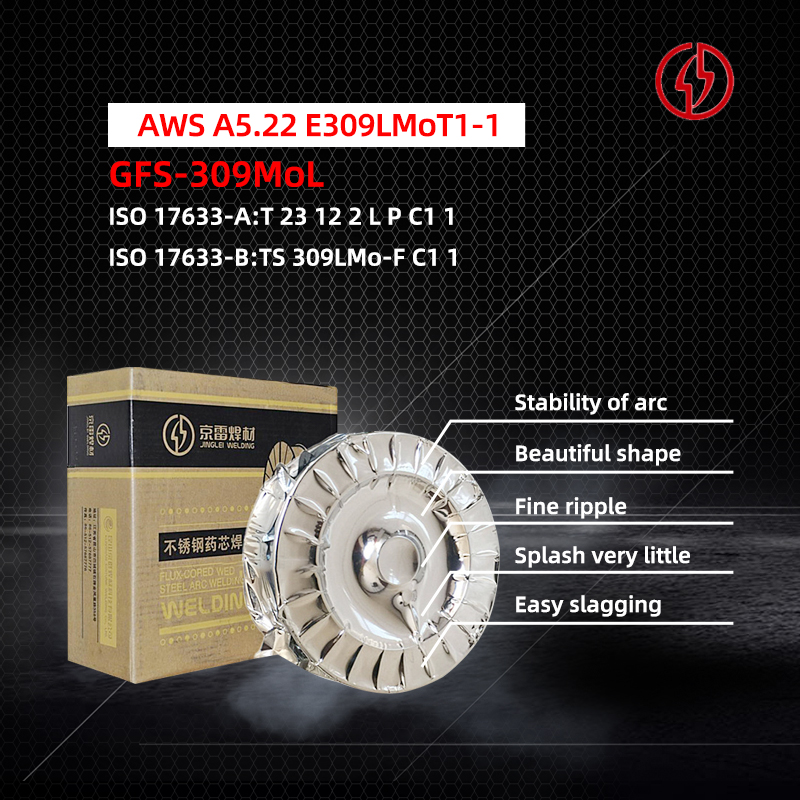
Arc ynstabiliteit

Unsightly foarmjen

Overmatige spatten
Titanium kalsium type
roestfrij stiel hân elektrodes
De wichtichste komponint is 25% Cr-20% Ni
Ripple prima
Geskikt foar hege temperatuer resistinte produkten
Stabiele hege temperatuerresistinsje, oant 1150 °C

Maklik slagjen
Produkt parameter
GEMISCHE KOMPONET:
| ALLOY (wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu |
| GB / T REGELS | 0,08-0,20 | 1,0-2,5 | 0,75 | 25.0-28.0 | 20.0-22.5 | 0,75 | 0.03 | 0.03 | 0,75 |
| AWS REGELS | 0,08-0,20 | 1,0-2,5 | 0,75 | 25.0-28.0 | 20.0-22.5 | 0,75 | 0.03 | 0.03 | 0,75 |
| EXEMPEL WAARDE | 0.097 | 2.25 | 0.4 | 26.2 | 21 | 0.3 | 0.026 | 0.004 | 0.05 |
MEGANISCHE EIENDOM:
| BESIT | YIELD STRENGT (MPa) | EXTENSION STRENGTH (MPa) | HEATTREAMENT℃xh | IMAPACT WAARDE J/℃ | ELONGATION(%) | |||||
| GB / T REGELS | - | 550 | - | - | 25 | |||||
| AWS REGELS | - | 550 | - | - | 30 | |||||
| EXEMPEL WAARDE | - | 600 | - | - | 35 | |||||
Oanrikkemandearre weldingparameters:
| DIAMETER SPESIFIKASJES (mm) | 2.0*250 | 2,6*300 | 3,2*350 | 4.0*350 | 5.0*350 | |||||
| ELEKTRISITEIT (Amp) | H/W | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | ||||||
Factory stipe




It produkt is geskikt foar in
breed oanbod fan applikaasjes
WELDING TECHNOLOGY

Zhejiang Petrochemical 40 miljoen ton / jier raffinaazje en gemyske yntegraasje projekt

Zhangjiagang CIMC Shengdayin Cryogenic Equipment Co., LTD.Cryogenic Vessel (LNG tankstasjon)

It 174.000 kubike meter floeibere ierdgas (LNG) skip Chung Nongbok Seok
GEMISCHE KOMPONET:
| ALLOY (wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu |
| GB / T REGELS | 0,08-0,20 | 1,0-2,5 | 0,75 | 25.0-28.0 | 20.0-22.5 | 0,75 | 0.03 | 0.03 | 0,75 |
| AWS REGELS | 0,08-0,20 | 1,0-2,5 | 0,75 | 25.0-28.0 | 20.0-22.5 | 0,75 | 0.03 | 0.03 | 0,75 |
| EXEMPEL WAARDE | 0.097 | 2.25 | 0.4 | 26.2 | 21 | 0.3 | 0.026 | 0.004 | 0.05 |
MEGANISCHE EIENDOM:
| BESIT | YIELD STRENGT (MPa) | EXTENSION STRENGTH (MPa) | HEATTREAMENT℃xh | IMAPACT WAARDE J/℃ | ELONGATION(%) | |||||
| GB / T REGELS | - | 550 | - | - | 25 | |||||
| AWS REGELS | - | 550 | - | - | 30 | |||||
| EXEMPEL WAARDE | - | 600 | - | - | 35 | |||||
Oanrikkemandearre weldingparameters:
| DIAMETER SPESIFIKASJES (mm) | 2.0*250 | 2,6*300 | 3,2*350 | 4.0*350 | 5.0*350 | |||||
| ELEKTRISITEIT (Amp) | H/W | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | ||||||
-
Stainless steels Flux coreed wire E309LMoT1-1 wy ...
-

Stainless Steels Manual Electrode E2209-16 Feilich ...
-

Stainless steels Flux coreed wire E316LT1-1 weld ...
-
Stainless Steels Manual Electrode E385-16 jack-...
-
Stainless Steels Flux Cored Wire E410NiMoT1-1 w ...
-

AWS E309-16 RVS Solid wire Welding ...





