I. Oersjoch
Mei de rappe ûntwikkeling fan ynternasjonale gemyske en enerzjylogistyk, wurde opslachtanks en konteners fan roestfrij stiel in protte brûkt yn it ferfier en opslach fan gemyske, iten en drinken, enerzjy en oare materialen.Troch syn treflike hurdens by lege temperatuer en goede korrosjebestriding wurdt austenitysk roestfrij stiel in protte brûkt yn 'e bou fan kryogene opslachtanks, apparatuer en grutte kryogenyske struktueren

Kryogenyske opslachtank
2.Korte ynlieding fan ús -196 ℃ lege temperatuer ynfloed roestfrij stiel welding verbruiksartikelen
| Kategory | Namme | Model | Standert | Opmerking | |
| GB/YB | AWS | ||||
| Elektrode | GES-308LT | A002 | E308L-16 | E308L-16 | -196℃≥31J |
| Flux draad | GFS-308LT | - | TS 308L-F C11 | E308LT1-1 | -196℃≥34J |
| Fêste tried | GTS-308LT (TIG) | - | H022Cr21Ni10 | ER308L | -196℃≥34J |
| GMS-308LT (MIG) | - | H022Cr21Ni10 | ER308L | -196℃≥34J | |
| SAW | GWS-308/ GXS-300 | - | S F308L FB-S308L | ER308L | -196℃≥34J |
3.Our elektrode GES-308LT (E308L-16)
Om te foldwaan oan 'e fraach fan' e merk, ús bedriuw hat ûntwikkele in ferskaat oan ultra-lege temperatuer, hege taaiheid austenitic roestfrij stiel elektroden, de gemyske gearstalling fan it ôfset metaal (lykas werjûn yn Tabel 1) en stabile meganyske eigenskippen (lykas werjûn yn Tabel 2), en hat poerbêste all-posysje welding proses Performance, en poerbêste lege temperatuer ynfloed taaiens, de ynfloed fan syn ferrite bedrach op de ynfloed wearde (Tabel 3).
1.Chemical gearstalling fan ôfset metaal
| E308L-16 | C | Mn | Si | P | S | Ni | Cr | Mo | Cu | N | Fn |
| NB (%) | 0.04 | 0,5-2,5 | 1.0 | 0.030 | 0.020 | 9.0-12.0 | 18.0-21.0 | 0,75 | 0,75 | - | - |
| Foarbyld 1 | 0.022 | 1.57 | 0.62 | 0.015 | 0.006 | 10.25 | 19.23 | 0.020 | 0.027 | 0.046 | 6.5 |
| Foarbyld 2 | 0.037 | 2.15 | 0.46 | 0.018 | 0.005 | 10.44 | 19.19 | 0.013 | 0.025 | 0,45 | 3.8 |
| Foarbyld3 | 0.032 | 1.37 | 0.49 | 0.017 | 0.007 | 11.79 | 18.66 | 0.021 | 0.027 | 0.048 | 0.6 |
Tabel 1
2.Mechanyske eigenskippen fan ôfset metaal
| E308L-16 | Opbringst MPa | Tensile MPa | Ferlinging % | -196℃imparct J/℃ | GB/T4334-2020 E Intergranular corrosie | Radiografyske ynspeksje | Opmerking | |
| Single wearde | Gemiddelde wearde | |||||||
| NB | - | 510 | 30 | - | - | - | I | - |
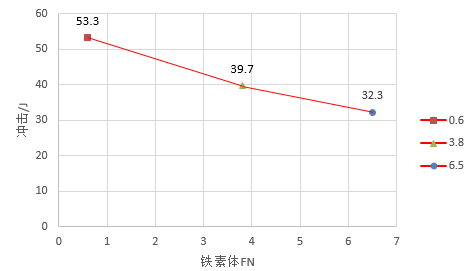
| Foarbyld 1 | 451 | 576 | 42 | 32/32/33 | 32.3 | kwalifisearre | I | - |
| Foarbyld 2 | 436 | 563 | 44 | 39/41/39 | 39.7 | kwalifisearre | I | - |
| Foarbyld3 | 412 | 529 | 44,5 | 52/53/55 | 53.3 | kwalifisearre | I | - |
Tabel 2
3.It effekt fan it bedrach fan ôfset metaal ferrite op 'e ynfloed
4.Display fan welding proses (φ3.2mm)


Oprjocht lassen foar en nei it fuortheljen fan slakken (DC+)


Pipeline-lassen foar en nei slakferwidering (DC+)
4. Foarsoarchsmaatregels foar fertikale welding
1. Lege hjoeddeistige welding moat brûkt wurde;
2. Hâld de bôge sa leech mooglik;
3. Doe't de bôge swingt oan beide kanten fan 'e groove, stopje foar in skoftke, en de swing breedte wurdt regele binnen 3 kear de diameter fan de elektrodes.
5.Pipeline byld fan welding verbruiksartikelen applikaasje

Foar -196 ℃ lege-temperatuer ynfloed roestfrij stiel welding verbruiksartikelen, nei jierren fan ûndersyk en ûntwikkeling fan welding verbruiksartikelen, wy hawwe al oerienkommende stypjende welding verbruiksartikelen foar welding roeden, solide kearnen, flux kearnen en ûnderdompele bôgen, en hawwe ûntwikkele hân elektrodes trochgeande bôge welding verbruiksartikelen foar alle-posysje welding, en hat in protte technyske applikaasje prestaasjes, wolkom klanten om te rieplachtsjen en te kiezen!
Post tiid: Dec-16-2022