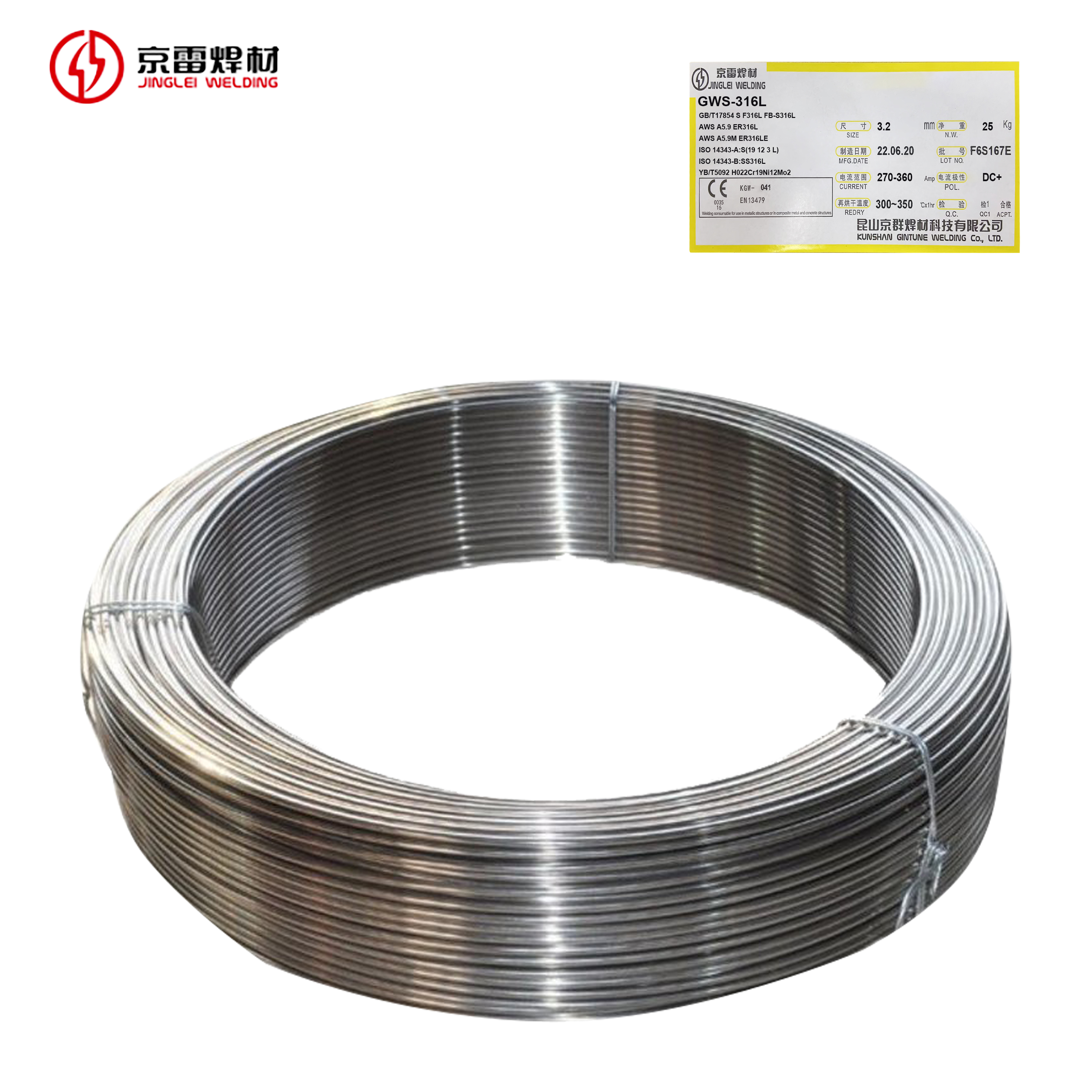
RVS SAW welding wire ER316L en flux Welding makings





WELDING TECHNOLOGY
Lit de fragen net litte
Trochgean mei jo efterfolgje

Arc ynstabiliteit

Unsightly foarmjen

Overmatige spatten
Geskikt foar petrochemyske yndustry,
druk tank, lege temperatuer opslach tank
Fertilizer, urea, fiedingsmasines en oare yndustry.

Ripple prima
Low carbon 18% Cr-12% Ni-2% Mo roestfrij stiel welding (SUS316, ensfh.)
Excellent weldability crack gefoelichheid en corrosie ferset.

Maklik slagjen
Produkt parameter
GEMISCHE KOMPONET:
| ALLOY (wt%) | C | Si | Mn | P | S | Ni | Cr | Mo |
| GB / T REGELS | 0.015 | 0.76 | 1.65 | 0.024 | 0.002 | 12.6 | 18.4 | 2.3 |
MEGANISCHE EIENDOM:
| BESIT | Sterkte fan útwreiding (Mpa) | Ferlinging/% | IMAPACT WAARDE J/℃ | Intergranular corrosie | ||||
| GB / T REGELS | 580 | 37 | ≥31/-196 | GB / T4334E metoade trochjûn | ||||
Oanrikkemandearre weldingparameters:
| DIAMETER SPESIFIKASJES (mm) | 2.4 | 3.2 | 4.0 | ||||
| Volt | 28-32 | 28-32 | 28-32 | ||||
| Amp | 270-360 | 400-550 | 500-650 | ||||
| Faasje (mm/min) | 250-320 | 300-420 | 400-480 | ||||
| Droege ferlinging (mm) | 20-24 | 22-26 | 30-34 |
Factory stipe




It produkt is geskikt foar in
breed oanbod fan applikaasjes
WELDING TECHNOLOGY

-
YAMAL LNG projekt

-
Shandong Nuclear Power CV20

-
Welding materialen foar spoarweinen
GEMISCHE KOMPONET:
| ALLOY (wt%) | C | Si | Mn | P | S | Ni | Cr | Mo |
| GB / T REGELS | 0.015 | 0.76 | 1.65 | 0.024 | 0.002 | 12.6 | 18.4 | 2.3 |
MEGANISCHE EIENDOM:
| BESIT | Sterkte fan útwreiding (Mpa) | Ferlinging/% | IMAPACT WAARDE J/℃ | Intergranular corrosie | ||||
| GB / T REGELS | 580 | 37 | ≥31/-196 | GB / T4334E metoade trochjûn | ||||
Oanrikkemandearre weldingparameters:
| DIAMETER SPESIFIKASJES (mm) | 2.4 | 3.2 | 4.0 | ||||
| Volt | 28-32 | 28-32 | 28-32 | ||||
| Amp | 270-360 | 400-550 | 500-650 | ||||
| Faasje (mm/min) | 250-320 | 300-420 | 400-480 | ||||
| Droege ferlinging (mm) | 20-24 | 22-26 | 30-34 |
-

TIG Welding Wire Foar Stainless Steel ER308L off ...
-

Stainless Steels Manual Electrode E2553-16 Reac ...
-

Stainless Steels Flux Cored Wire E309LT1-1/4 Nu ...
-

Stainless Steels Manual Electrode E410NiMo-16 o ...
-

Stainless Steels Flux Cored Wire E317LT1-1 oalje ...
-

RVS Hânlieding elektrode E309-16 Seal ...






Skriuw jo berjocht hjir en stjoer it nei ús