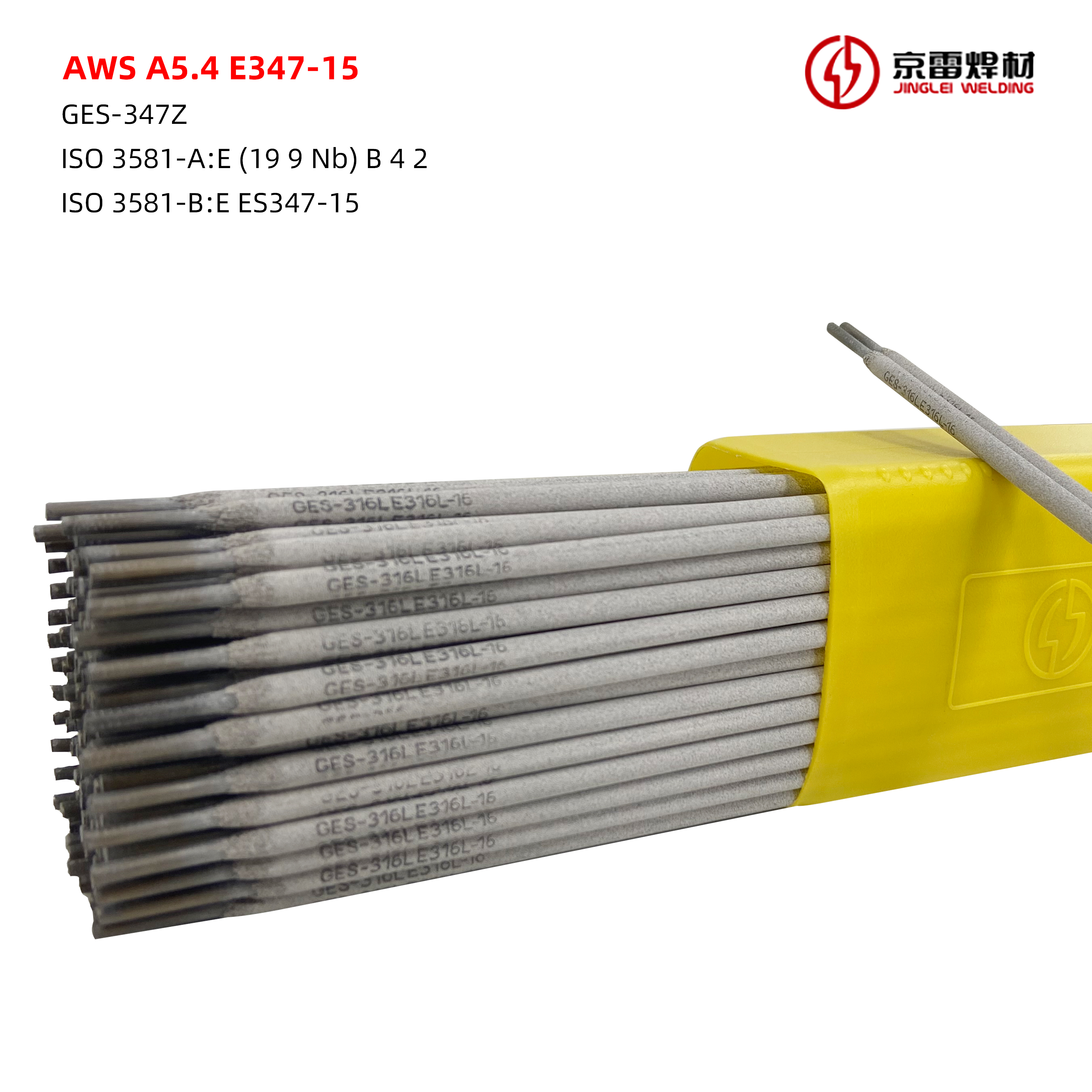
Stainless Steels Manual Electrode E347-15 Polypropylene reactor welding guod




WELDING TECHNOLOGY
Lit de fragen net litte
Trochgean mei jo efterfolgje

Arc ynstabiliteit

Unsightly foarmjen

Overmatige spatten
Faak brûkt yn soere en waarmtebestindige drukfetten,
petrochemyske en oare wichtige struktueren lykas
1Cr18Ni9Ti(SUS321), 1Cr19Ni11Nb(SUS347).
De wichtichste gearstalling fan lege wetterstof RVS hân elektrodes is 19% Cr-11% Ni-Nb

Ripple prima
It tafoegjen fan Nb op basis fan 308 kin effektyf
ferbetterje de wjerstân tsjin intercrystalline corrosie
Excellent welding prestaasjes, poerbêst fjoer ferset,
goede porosity ferset, stabile meganyske eigenskippen fan gesmolten metaal

Maklik slagjen
Produkt parameter
GEMISCHE KOMPONET:
| ALLOY (wt%) | C | Mn | Si | P | S | Ni | Cr | Mo | Cu | Oar |
| GB / T REGELS | 0.04 | 1.68 | 0,75 | 0.27 | 0.005 | 9.4 | 19.5 | 0.24 | 0.11 | Nb: 0,42 |
MEGANISCHE EIENDOM:
| BESIT | YIELD STRENGT (MPa) | EXTENSION STRENGTH (MPa) | IMAPACT WAARDE J/℃ | Waarmtebehandeling °C*h | ||||
| GB / T REGELS | 640 | 35 | - | - | ||||
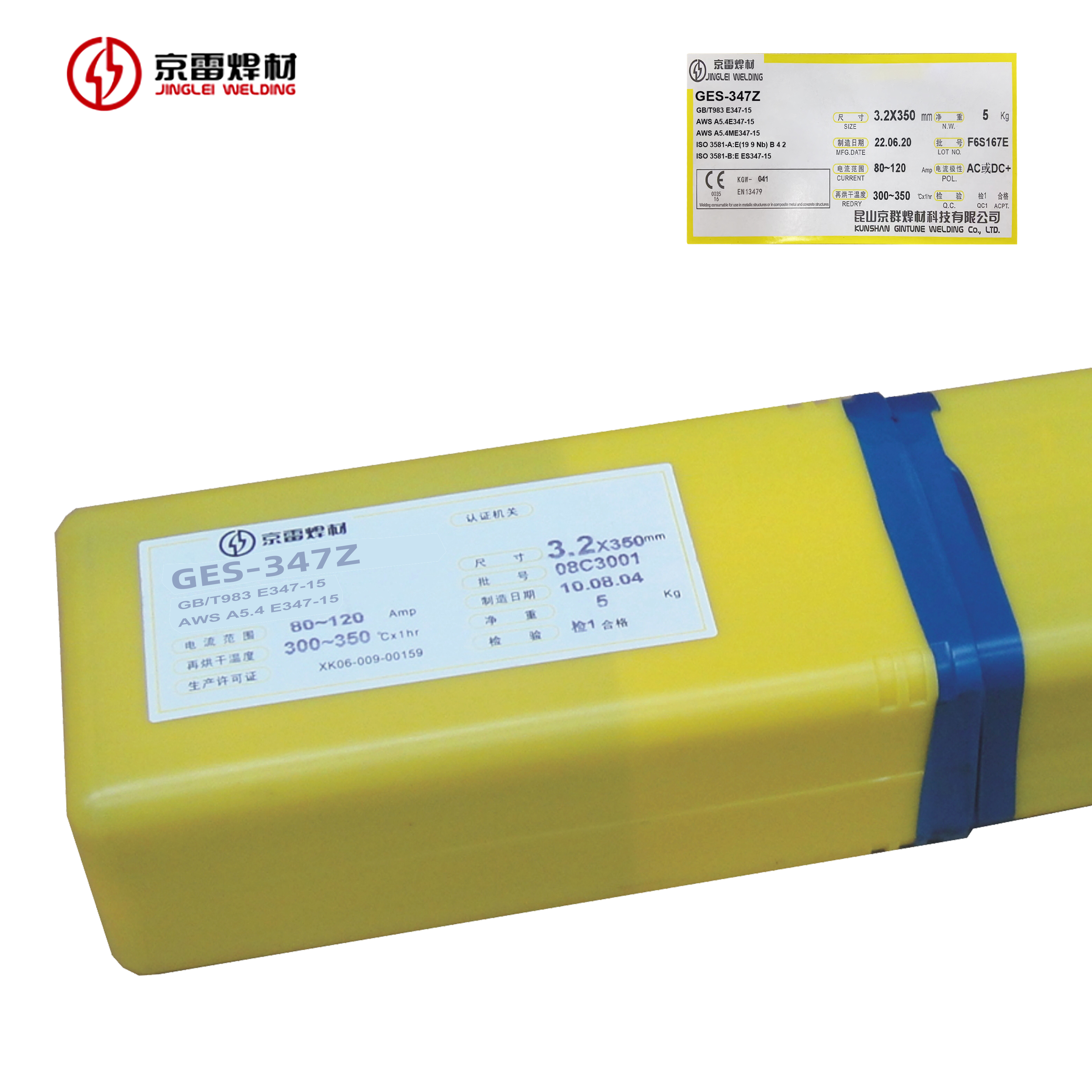
Oanrikkemandearre weldingparameters:
| DIAMETER SPESIFIKASJES (mm) | 2.0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5.0*350 | |||||
| ELEKTRISITEIT (Amp) | H/W | 30-55 | 50-85 | 80-120 | 100-150 | 140-180 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
Factory stipe




It produkt is geskikt foar in
breed oanbod fan applikaasjes
WELDING TECHNOLOGY

Zhangjiagang CIMC Shengdayin
Cryogenic Equipment Co., LTD.
Kryogenic Vessel
(LNG tankstasjon)

Cr-Mo stielen rige welding materialen en
elektrodes surfacing welding materialen
wurde breed brûkt yn apparatuer foar petroleumraffinaazje

Tianshu Xing, in grutte liquefied
ierdgas (LNG) ferfierder mei
174.000 kubike meter, is de
earste skip dat wurdt produsearre
GEMISCHE KOMPONET:
| ALLOY (wt%) | C | Mn | Si | P | S | Ni | Cr | Mo | Cu | Oar |
| GB / T REGELS | 0.04 | 1.68 | 0,75 | 0.27 | 0.005 | 9.4 | 19.5 | 0.24 | 0.11 | Nb: 0,42 |
MEGANISCHE EIENDOM:
| BESIT | YIELD STRENGT (MPa) | EXTENSION STRENGTH (MPa) | IMAPACT WAARDE J/℃ | Waarmtebehandeling °C*h | ||||
| GB / T REGELS | 640 | 35 | - | - | ||||
Oanrikkemandearre weldingparameters:
| DIAMETER SPESIFIKASJES (mm) | 2.0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5.0*350 | |||||
| ELEKTRISITEIT (Amp) | H/W | 30-55 | 50-85 | 80-120 | 100-150 | 140-180 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||





