Stainless stielen Flux coreed wire E410NiMot1-1 Soldering ferbining







Oanfraach
Geskikt foar easken wetterturbine rotor, fentyl en oare wear en corrosie ferset gelegenheden.
GEMISCHE KOMPONET:
| ALLOY (wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu | |
| GB / T REGELS | 0.06 | 1.00 | 1.00 | 11.0-12.5 | 4,0-5,0 | 0,4-0,7 | 0.04 | 0.03 | 0,75 | |
| AWS REGELS | 0.06 | 1.00 | 1.00 | 11.0-12.5 | 4,0-5,0 | 0,4-0,7 | 0.04 | 0.03 | 0,75 | |
| EXEMPEL WAARDE | 0.03 | 0.27 | 0.33 | 11.35 | 11.35 | 0.49 | 0.015 | 0.005 | 0.01 | |
MEGANISCHE EIENDOM:
| BESIT | YIELD STRENGT (MPa) | EXTENSION STRENGTH (MPa) | IMAPACT WAARDE J/℃ | ELONGATION(%) | ||||
| GB / T REGELS | - | 760 | - | 10 | ||||
| AWS REGELS | - | 760 | - | 15 | ||||
| EXEMPEL WAARDE | - | 885 | - | 17 | ||||
Oanrikkemandearre weldingparameters:
| DIAMETER SPESIFIKASJES (mm) | 1.2 | 1.6 | ||||||
| Volt | 22-36 | 26-38 | ||||||
| Amp | 150-300 | 200-350 | ||||||
| Dry extension lingte (mm) | 15-20 | 18-25 | ||||||
| Gasstream (l/min) | 15-25 | 15-25 | ||||||
Eigensinnigens

Troch de tafoeging fan legere komponinten Ni en Mo is de korrosjebestriding stabiler.
De hurdens en hege temperatuer wear ferset wurde ferbettere, en de generaasje fan kâlde en hjitte skuorren wurdt effektyf foarkommen.


De bôge is sêft en stabyl, minder splash, moaie foarming, goede slagferwidering, stabile wire feeding, mei poerbêste welding proses prestaasjes.
Lit details sjen


Sêft en stabyl
Minder spatten
Oer ús

Fabriek fioor display




Applikaasje gefal

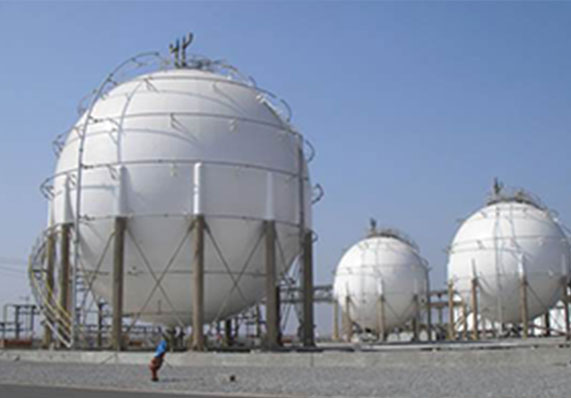
Arctic LNG-2 projekt
Shaanxi Pucheng -50 ℃ propaan sferyske tank projekt
Echt fabryk sjitterij

GEMISCHE KOMPONET:
| ALLOY (wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu | |
| GB / T REGELS | 0.06 | 1.00 | 1.00 | 11.0-12.5 | 4,0-5,0 | 0,4-0,7 | 0.04 | 0.03 | 0,75 | |
| AWS REGELS | 0.06 | 1.00 | 1.00 | 11.0-12.5 | 4,0-5,0 | 0,4-0,7 | 0.04 | 0.03 | 0,75 | |
| EXEMPEL WAARDE | 0.03 | 0.27 | 0.33 | 11.35 | 11.35 | 0.49 | 0.015 | 0.005 | 0.01 | |
MEGANISCHE EIENDOM:
| BESIT | YIELD STRENGT (MPa) | EXTENSION STRENGTH (MPa) | IMAPACT WAARDE J/℃ | ELONGATION(%) | ||||
| GB / T REGELS | - | 760 | - | 10 | ||||
| AWS REGELS | - | 760 | - | 15 | ||||
| EXEMPEL WAARDE | - | 885 | - | 17 | ||||
Oanrikkemandearre weldingparameters:
| DIAMETER SPESIFIKASJES (mm) | 1.2 | 1.6 | ||||||
| Volt | 22-36 | 26-38 | ||||||
| Amp | 150-300 | 200-350 | ||||||
| Dry extension lingte (mm) | 15-20 | 18-25 | ||||||
| Gasstream (l/min) | 15-25 | 15-25 | ||||||





Skriuw jo berjocht hjir en stjoer it nei ús