Nikkel alloys Hânlieding elektrodes ENiCrMo-3 weld fabrication accessoires






GEMISCHE KOMPONET:
| ALLOY (wt%) | C | Mn | Si | Cr | Ni | Fe | Nb+Ta | Mo | P | S | ||
| GB / T REGELS | 0.10 | 2.00 | 0,80 | 20.0-23.0 | ≥55 | 7.00 | 3.0-4.2 | 8.0-10.0 | 0.02 | 0.02 | ||
| AWS REGELS | 0.10 | 1.00 | 0,75 | 20.0-23.0 | ≥55 | 7.00 | 3.15-4.15 | 8.0-10.0 | 0.03 | 0.02 | ||
| EXEMPEL WAARDE | 0.052 | 0.7 | 0.5 | 21.3 | 62.6 | 2.67 | 3.2 | 9.210 | 0.007 | 0.050 | ||
MEGANISCHE EIENDOM:
| BESIT | YIELD STRENGT (MPa) | EXTENSION STRENGTH (MPa) | IMAPACT WAARDE J/℃ | ELONGATION(%) | ||||
| GB / T REGELS | 420 | 760 | - | 27 | ||||
| AWS REGELS | - | 760 | - | 30 | ||||
| EXEMPEL WAARDE | 545 | 790 | - | 40,5 | ||||
Oanrikkemandearre weldingparameters:
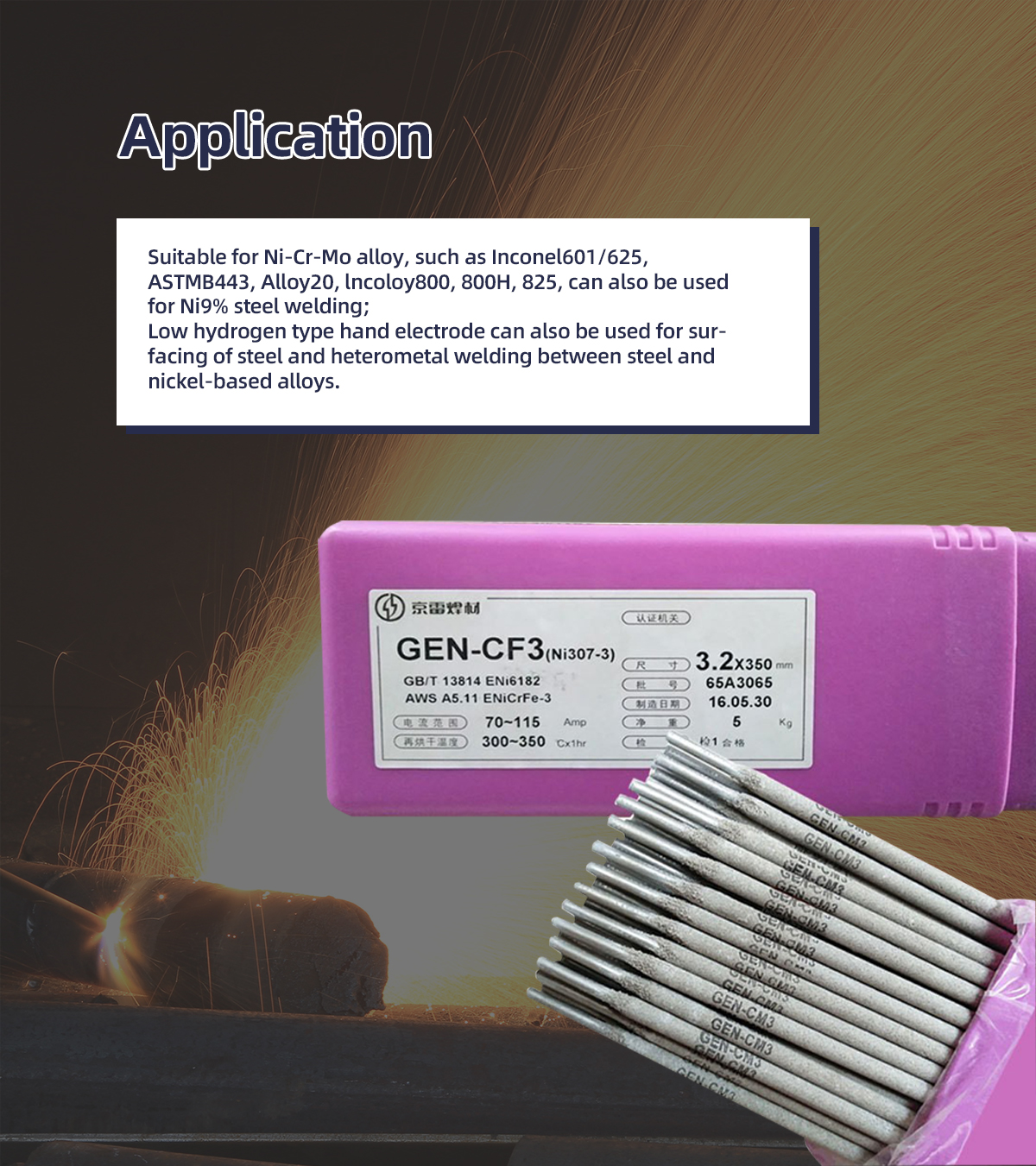
| DIAMETER SPESIFIKASJES (mm) | 2,6*300 | 3,2*350 | 4,0*350 | ||||||||
| ELEKTRISITEIT (Amp) | H/W | 69-95 | 70-115 | 95-145 | |||||||
| O/W | 60-80 | 65-105 | 80-135 | ||||||||

Nominale gearstalling (persint troch gewicht) is 60Ni-22Cr-9Mo-Fe-3.5Nb + Ta, in nikkel-chrome-molybdeen alloy elektrodes.
Troch de hege ynhâld fan alloy kin it oanpasse oan it temperatuerberik fan lege temperatuer oant 540 ℃.
It hat hege sterkte en corrosie ferset by keamertemperatuer en hege temperatuer, ynklusyf pitting corrosie ferset, crack corrosie en stress corrosie yn polysulfurous soere media.


Stabile bôge, prachtige foarming, lytse plons, maklike slagferwidering, goede porositeit ferset, de meganyske eigenskippen fan smelte metaal is stabyl.












-
Trije doar 2 # is net aktyf
-
3000m djipwetter semi-submersibel boarplatfoarm "Haiyang Shiyou 981"
-
9.000 ton gemikaliën

GEMISCHE KOMPONET:
| ALLOY (wt%) | C | Mn | Si | Cr | Ni | Fe | Nb+Ta | Mo | P | S | ||
| GB / T REGELS | 0.10 | 2.00 | 0,80 | 20.0-23.0 | ≥55 | 7.00 | 3.0-4.2 | 8.0-10.0 | 0.02 | 0.02 | ||
| AWS REGELS | 0.10 | 1.00 | 0,75 | 20.0-23.0 | ≥55 | 7.00 | 3.15-4.15 | 8.0-10.0 | 0.03 | 0.02 | ||
| EXEMPEL WAARDE | 0.052 | 0.7 | 0.5 | 21.3 | 62.6 | 2.67 | 3.2 | 9.210 | 0.007 | 0.050 | ||
MEGANISCHE EIENDOM:
| BESIT | YIELD STRENGT (MPa) | EXTENSION STRENGTH (MPa) | IMAPACT WAARDE J/℃ | ELONGATION(%) | ||||
| GB / T REGELS | 420 | 760 | - | 27 | ||||
| AWS REGELS | - | 760 | - | 30 | ||||
| EXEMPEL WAARDE | 545 | 790 | - | 40,5 | ||||
Oanrikkemandearre weldingparameters:
| DIAMETER SPESIFIKASJES (mm) | 2,6*300 | 3,2*350 | 4,0*350 | ||||||||
| ELEKTRISITEIT (Amp) | H/W | 69-95 | 70-115 | 95-145 | |||||||
| O/W | 60-80 | 65-105 | 80-135 | ||||||||
-

Nikkellegeringen Hânlieding elektrode ENiCrFe-4 Weldin...
-

Nikkellegeringen Hânlieding elektrode ENiCu-7 Solderin...
-

Nikkel alloys Flux core wire ENiCrMo3T1-4 Sol ...
-

Nikkellegeringen Hânlieding elektrode ENiCrFe-9 Weldin...
-

Nikkellegeringen Hânlieding elektrode ENiCrMo-4 weld f ...
-

Nikkellegeringen Hânlieding elektrode ENiCrFe-2 Weldin...





